
Zakres łączników ITH do przemysłowych połączeń śrubowych obejmuje:
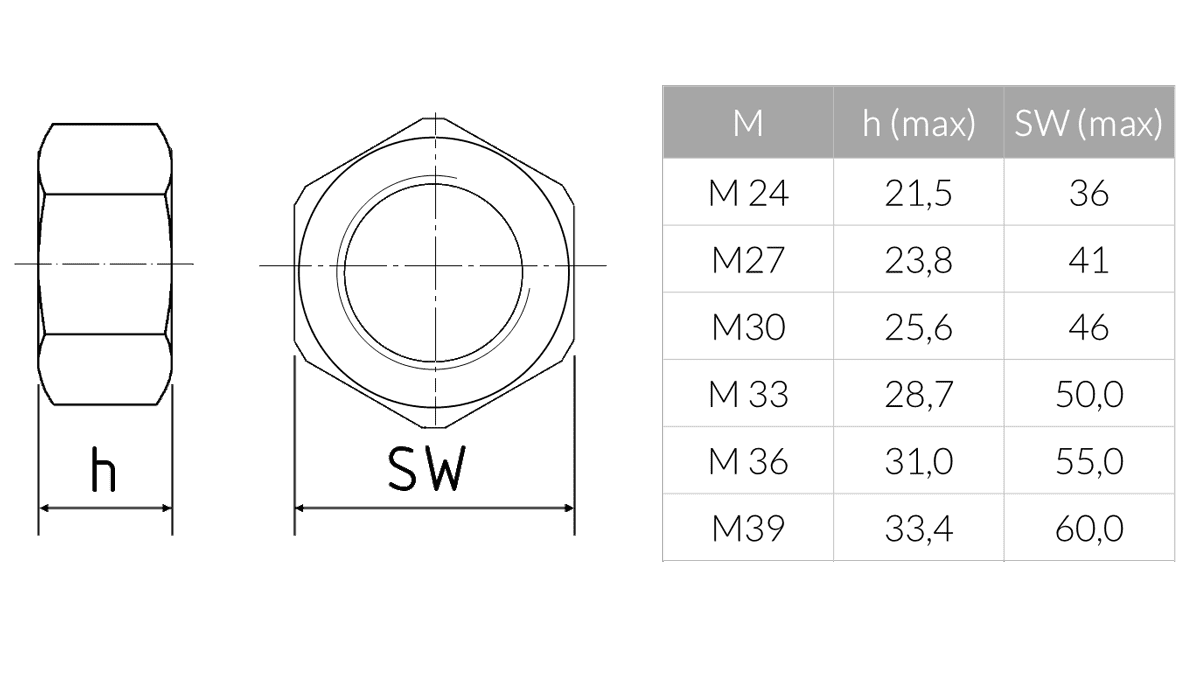
- Rozmiary gwintów: od M20 (3/4 ") do W510 (510 mm / 20 078”) i większe
- Obróbka powierzchni: procesy galwaniczne, cynkowa powłoka blaszkowata, cynkowanie ogniowe, powłoki fluorowęglowe (PTFE) i wiele innych.
- Materiały: stale hartowane, stale wysokotemperaturowe, ekstremalnie wysokie temperatury, stale kriogeniczne, stale nierdzewne i wiele innych.
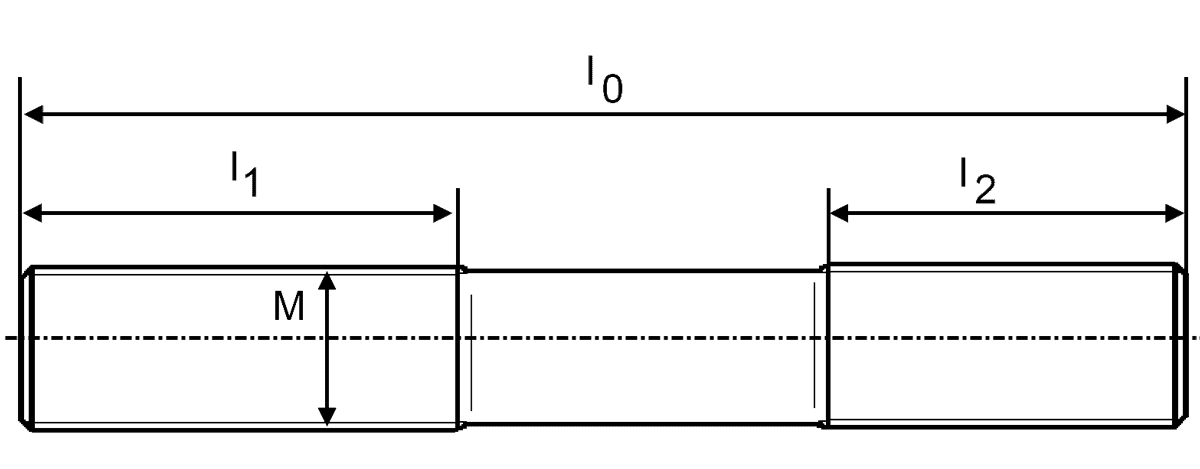
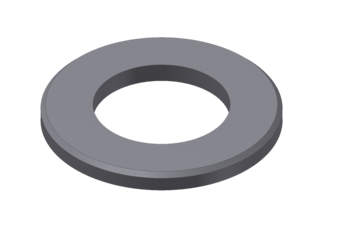
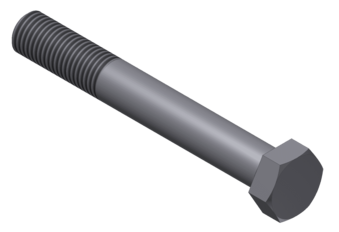
- Produkty: śruby sześciokątne, śruby z gniazdem sześciokątnym (śruby imbusowe), śruby rozprężne, śruby dwustronne ITH, podkładki ITH, nakrętki sześciokątne i nakrętki okrągłe.